事業内容
円筒研削
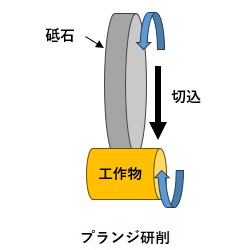
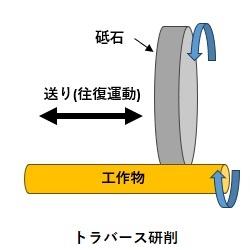
円筒研削はセンタあるいはチャックと呼ばれる道具で工作物を保持し、高速回転する砥石に当てることで加工する方法です。工作物の長手方向の動きの有無で、トラバース研削とプランジ研削に分かれます。
能力
| 生産数(個/月) | 20,000 |
| 対応サイズ(㎜) | φ6~160 全長30~400 |
製品例




センタレス研削
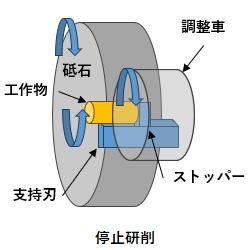
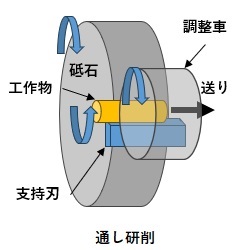
センタレス研削は円筒研削と異なり、工作物を固定せずに研削する方法です。工作物は砥石・調整車・支持刃の3点で保持されることで真円に加工されます。工作物が機械を通り抜けるか否かで通し研削、停止研削に分かれます。特に通し研削は工作物を連続的に加工することができるため、きわめてすぐれた生産性を誇ります。
能力
| 生産数(個/月) | 700,000 |
| 対応サイズ(㎜) | φ1~φ60 全長5~300 |
製品例




内面研削
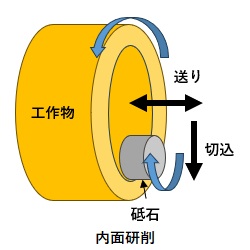
内面研削は、リング形状の工作物内部に小径の砥石を当てることで加工する方法です。 写真の製品は、旋削→熱処理(外注)→センタレス研削→内面研削の順序で加工しております。
能力
| 生産数(個/月) | 100,000 |
| 対応サイズ(㎜) | 外径φ21~53 内径φ17~45 |
製品例




平面研削
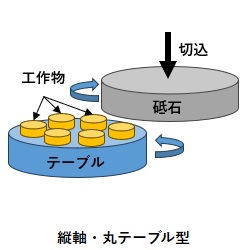
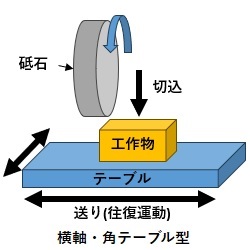
上記の加工方法は原則として軸対称の工作物を加工する方法ですが、平面研削はその名の通り平面形状を加工する方法です。砥石の向きで縦型・横型、工作物を固定するテーブルの形状で角テーブル型・丸テーブル型に分かれます。
当社では横型角テーブル型と、丸テーブル型で上下から工作物を砥石で挟み込む立型両頭平面研削盤を保有しております。
能力
| 生産数(個/月) | 1,200,000 |
| 対応サイズ(㎜) | 300X600 (角) φ120(両頭) |
製品例




旋盤作業
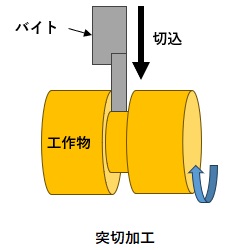
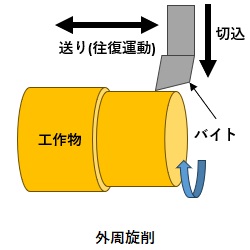
研削は砥石を使用する加工方法ですが、旋盤はバイトと呼ばれる刃物によって工作物を加工します。バイトに対して工作物を高速回転させることで加工がおこなわれます。バイトを交換することで外周、内周、端面旋削などの多様な加工に対応します。
能力
| 生産数(個/月) | 100,000 |
| 対応サイズ(㎜) | 外径φ54 全長42 |
製品例



